
電(diàn) 話(huà):13583285825
手 機(jī):18766208588
郵 箱:qdjingmimuju@163.com
地(dì) 址:青島市(shì)城(chéng)陽區(qū)錦盛三路(lù)81号
壓鑄模具總裝的(de)技(jì)術(shù)要(yào)求
A,壓鑄模具組裝圖應注明(míng)技(jì)術(shù)要(yào)求
①壓鑄模具的(de)外(wài)觀尺寸(長(cháng)度)×寬×高(gāo))。
②選擇壓鑄機(jī)型号。
④開(kāi)模行(xíng)程。
③選擇壓力室內(nèi)徑、壓力或噴嘴直徑。
⑤啓動機(jī)構啓動行(xíng)程。
⑥鑄件(jiàn)澆築系統及主要(yào)尺寸。
⑦壓鑄模具附件(jiàn)的(de)規格、數(shù)量和(hé)工(gōng)作(zuò)程序。
⑧機(jī)構的(de)行(xíng)動過程。
⑨壓鑄合金(jīn)材料。
⑩冷(lěng)卻系統在液壓系統進出口标注。
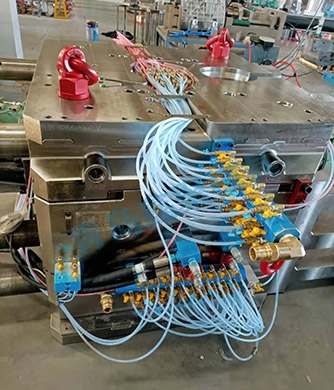
B,壓鑄模具整體(tǐ)裝配精度的(de)技(jì)術(shù)要(yào)求;
導柱,導套對(duì)齊,動模座闆安裝面垂直度;
在分(fēn)型面上(shàng),動模鑲塊的(de)平面應與動模套闆齊平,允許略高(gāo),但(dàn)高(gāo)出量為(wèi)0.05~0.10mm範圍內(nèi);
推杆和(hé)複位杆應與分(fēn)型面平齊,推杆允許突出分(fēn)型面,但(dàn)不(bù)大(dà)于O.1mm。複位杆允許低(dī)于分(fēn)型面,₩但(dàn)不(bù)大(dà)于0.05mm。推杆固定闆內(nèi)的(de)推杆應靈活旋轉,但(dàn)軸向間(jiān)隙不(bù)大(dà)于0.10mm;↔
模具的(de)活動部件(jiàn)定位,動作(zuò)可(kě)靠,不(bù)得(de)歪斜或卡住。不(bù)允許在相(xiàng)對(duì)固定的(de)部件(jiàn)之間(jiān)"移動;
澆築道(dào)路(lù)的(de)接縫應連接光(guāng)滑,接縫應緊密,未注入模具的(de)坡度不(bù)得(de)小(xiǎo)于5°,表面粗£糙度Ra不(bù)大(dà)于0.4μ;
滑塊運動要(yào)平穩,合模後壓滑塊和(hé)楔塊,接觸面積不(bù)小(xiǎo)于3/4,開(kāi)模後定位可(kě)靠;
合模後,分(fēn)型面應緊密貼合,局部間(jiān)隙不(bù)大(dà)于O.05mm(排氣槽除外(wài));
冷(lěng)卻水(shuǐ)道(dào)和(hé)溫控油道(dào)應暢通(tōng),無滲漏,進出口應有(yǒu)明(míng)顯标記;
成型表面的(de)粗糙度R。不(bù)大(dà)于0.4mm,劃痕和(hé)微(wēi)裂紋不(bù)得(de)損壞表面。
13583285825
手機(jī):18766208588
網址:
郵箱:qdjingmimuju@163.com
地(dì)址:青島市(shì)城(chéng)陽區(qū)錦盛三路(lù)81号
技(jì)術(shù)支持:雲海(hǎi)科(kē)技(jì)



